2.1 概要
involuteΣⅲ(bevel gear)は,かさ歯車の寸法,強度(鋼,樹脂),組図,軸荷重,歯面修整,伝達誤差,歯面評価,FEM解析,歯形データおよび測定データ等の機能を備えており,効率よく的確に設計することができます.
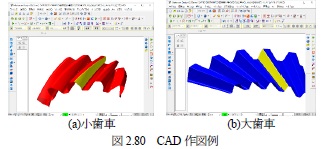
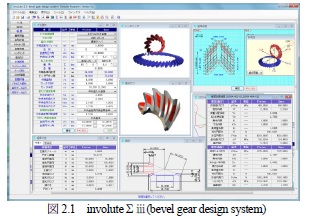
本ソフトウェアは,今までオプション扱いしていた機能も一部,基本ソフトウェアに含めました.新機能として,5軸加工機で製造する場合を考慮して大歯車の歯形を平面とした歯車も追加しました(2.25項参照).図2.1に全体画面を示します.
2.2 ソフトウェアの構成
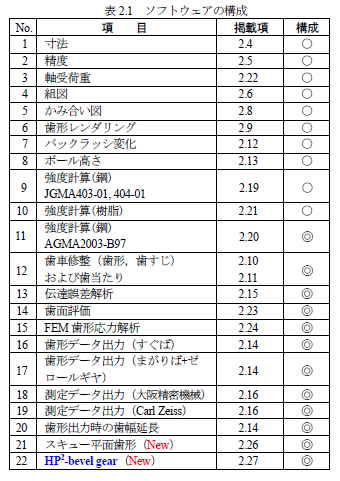
involuteΣⅲ(bevel gear)の構成を表2.1に示します.表中の○は基本ソフトウェアの機能で◎はオプション機能です.
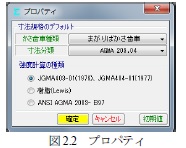
かさ歯車の種類,寸法分類を以下に示します.また,図2.2に例題歯車の設定画面を示します.
(1)かさ歯車の種類
すぐばかさ歯車,まがりばかさ歯車,ゼロール
(2)寸法分類
(2.1) すぐばかさ歯車
・標準
・平行頂げき
・ANSI/AGMA 2005-D03
・AGMA 208.03(最少歯数7歯対応)
・グリーソン式自動車用
(2.2)まがりばかさ歯車
・ANSI/AGMA 2005-D03
・AGMA 209.04
・グリーソン式(1960)
・グリーソン式(11歯以下)
(2.3) ゼロールベベルギヤ
・ANSI/AGMA 2005-D03
・AGMA 202.03
(3)歯たけの傾斜は,標準テーパ,等高歯,デュープレックステーパ,TRLに対応しています(AGMA).
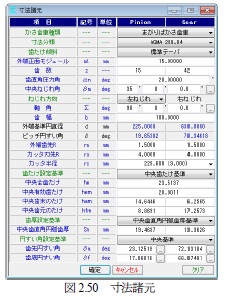
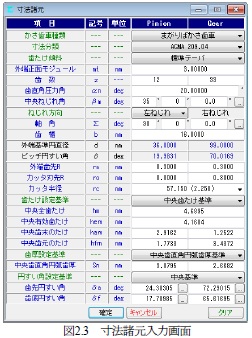
2.4 寸法
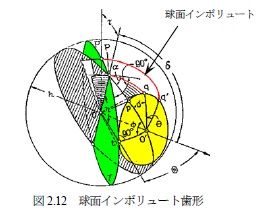
モジュール,歯数を入力することにより標準値が入力されます.軸角は標準90゚で入力範囲はΣ=60°~160°且つ,冠歯車(ピッチ円すい角最大90°未満)に対応しています.
AMTEC www.amtecinc.co.jp